
تکامل برنامهریزی: از سطح کلان تا جزئیات اجرایی (MPS)
پس از اینکه در «برنامهریزی تولید ادغامی» (APP) تکلیف خانواده محصولات، منابع کلی و ظرفیت کل کارخانه را مشخص کردیم، باید گام بعدی را برداریم. در این مرحله، از سطح "خانواده محصولات" عبور میکنیم و وارد جزئیات میشویم. این همان نقطهای است که زمانبندی اصلی تولید (MPS) وارد عمل میشود.
زمانبندی اصلی تولید MPS (Master Production Schedule) :
MPS یا Master Production Schedule، قلب تپنده برنامهریزی تولید است. MPS مشخص میکند که چه محصولی (به صورت دقیق و کد فنی)، به چه تعداد و در چه زمانی (هفته یا روز) باید تولید شود.
تفاوت زمانبندی اصلی تولید (Master Production Schedule) با برنامهریزی اجرایی (Shop Floor Scheduling)
۱. برنامه زمانبندی اصلی تولید (MPS)
این برنامه «نقشه راه» میانمدت کارخانه است و مشخص میکند چه کالایی باید برای مشتری آماده شود.
- افق زمانی: میانمدت است (معمولاً برای ۲ تا ۴ ماه آینده برنامهریزی میشود اما به صورت هفتگی بازبینی و نهایی میشود).
- تمرکز اصلی: روی «چه چیزی» و «چه زمانی»؛ یعنی تعیین مقدار دقیق تولید محصول نهایی (مانند کد محصول یا مدل خاص).
- سطح جزئیات: فقط در حد محصولات نهایی (End-items) است. مثلاً: «تولید ۵۰۰ عدد پمپ مدل X در هفته دوم آبان».
- ماهیت: جنبه هماهنگکننده دارد. یعنی پلی است بین بخش فروش (سفارشات) و بخش تولید.
۲. برنامه اجرایی تولید (Shop Floor Scheduling)
این برنامه «دستور کار» روزانه است و مستقیماً با ماشینآلات و اپراتورها سر و کار دارد.
- افق زمانی: بسیار کوتاهمدت است (به صورت روزانه یا حتی برای هر شیفت کاری تنظیم میشود).
- تمرکز اصلی: روی «چگونه» و «کجا»؛ یعنی تعیین توالی عملیات (کدام کار اول انجام شود) و تخصیص منابع.
- سطح جزئیات: بسیار بالا و عملیاتی. مثلاً: «قطعه شماره ۵ از ساعت ۸ تا ۱۰ روی دستگاه تراش شماره ۲ توسط اپراتور A تراشکاری شود».
- ماهیت: جنبه اجرایی و کنترلی دارد. هدفش این است که از بیکاری ماشینآلات جلوگیری کند و گلوگاهها را مدیریت کند.
خلاصه تفاوت در یک نگاه:
1. از نظر هدف: MPS میگوید «چی بسازیم که مشتری راضی باشد»، اما برنامه اجرایی میگوید «چطور از ماشینها استفاده کنیم که وقت تلف نشود».
2. از نظر واحد زمانی: در MPS واحد ما «هفته» است، اما در برنامه اجرایی واحد ما «ساعت و دقیقه» است.
3. از نظر تغییرات: تغییر در MPS سخت است چون روی خرید مواد اولیه اثر میگذارد، اما برنامه اجرایی مدام در حال تغییر است (مثلاً اگر یک دستگاه خراب شود، سریعاً برنامه اجرایی همان روز عوض میشود).
مثال برای درک نهایی:
- در MPS میگوییم: هفته آینده باید ۱۰۰ عدد صندلی ناهارخوری تولید شود.
- در برنامه اجرایی میگوییم:* امروز ساعت ۸ صبح، چوبها باید توسط دستگاه برش بریده شوند و ساعت ۱۰ به بخش مونتاژ برون
This Master Production Schedule (MPS) is a company plan for production, ordering and managing inventory. Most often used by manufacturing companies, the master production schedule indicates when and how much of each product is demanded. Since a master production schedule drives much of the factory activity, its quality dramatically affects a factory’s profitability. Utilizing a simple production schedule template or planning schedule template in Excel can help you easily and effectively manage these processes
When it comes to mapping out future manufacturing and productivity priorities, creating a master production schedule can be an incredibly integral tracking tool
Most commonly used within the manufacturing industry, a master production schedule (MPS) provides the necessary foundation for tracking, mapping and planning future producing. More often than not, these overarching “to-do” lists make it substantially easier for business owners to spot any major, problematic areas of production, as well as keep track of current – and potential – successes
The list serves as a map for specific commodities to produce in a given time period, such as production, inventory and staffing
Master Production Schedule (MPS) is a critical tool for manufacturers
It helps ensure that the right products are made at the right time and in the right quantities
Aside from all these implications, MPS acts as a protective barrier against shortages, unexpected scheduling snafus, and inefficient allocation of resources
زمانبندی اصلی تولید (MPS): مرکز فرماندهی و دژ مستحکم خط تولید
برنامهریزی اصلی تولید (MPS) صرفاً یک جدول ساده برای تولید نیست؛ بلکه قلب تپنده و ستون فقرات عملیاتی هر کارخانه است. MPS پلی است که استراتژیهای کلان فروش را به واقعیتهای کف کارخانه متصل میکند.
در ادامه، این ابزار حیاتی را از سه منظر کلیدی تحلیل میکنیم:
۱. فراتر از یک تصمیم ساده؛ یک فرآیند توازنبخش
MPS تنها تصمیم نمیگیرد که «چه چیزی» تولید شود، بلکه وظیفه دارد یک توازن هوشمندانه بین «تقاضای بازار» و «محدودیتهای ظرفیت» ایجاد کند.
- دقت در بازه زمانی: MPS تقاضای انباشته شده (Forecast + Orders) را میگیرد و آن را به بخشهای قابل مدیریت (Time Buckets) تقسیم میکند تا دقیقاً مشخص شود در هر هفته یا هر روز، از کدام کد فنی (SKU) چه مقداری باید از خط خارج شود.
۲. سپر دفاعی در برابر تلاطمهای تولید (The Protective Barrier)
همانطور که اشاره کردی، MPS مانند یک مانع محافظتی یا یک «دژ مستحکم» عمل میکند. این نقش حافظتی در سه جبهه اصلی است:
- سدی در برابر کمبود (Shortage): با پیشبینی دقیق نیازها، MPS به واحد خرید اجازه میدهد پیش از وقوع بحران، مواد اولیه را تأمین کند.
- خنثیساز بینظمیهای غیرمنتظره (Snafus): در محیط صنعتی، اتفاقات پیشبینی نشده (مانند خرابی ناگهانی دستگاه یا تأخیر تأمینکننده) مکرر رخ میدهند. MPS با ایجاد یک جریان تولید پایدار، از واکنشهای عصبی و تغییرات لحظهای در خط تولید جلوگیری میکند.
- جلوگیری از تخصیص ناکارآمد منابع: MPS اجازه نمیدهد منابع باارزش کارخانه (نیروی انسانی و ماشینآلات) صرف تولید محصولاتی شوند که هنوز نوبت تحویل آنها نرسیده است؛ در حالی که سفارشات فوری در صف انتظار بمانند.
۳. تضمینکننده نظم مالی و رضایت مشتری
خروجی نهایی یک MPS قدرتمند، در دو بخش خود را نشان میدهد:
- بهینهسازی موجودی: جلوگیری از انباشت سرمایه در انبار (موجودی بیش از حد) و همزمان جلوگیری از خالی شدن انبار.
- قابلیت اطمینان (Reliability): وقتی MPS دقیق باشد، واحد فروش میتواند با اطمینان ۱۰۰٪ به مشتری قول تاریخ تحویل بدهد. این یعنی تبدیل «تولید» به یک «برند معتبر».
کدگشایی: اگر بخواهیم MPS را در یک جمله تعریف حرفهای کنیم: "MPS هنرِ تبدیلِ پیشبینیهای غیرقطعی فروش، به یک برنامه قطعی، اجرایی و کمهزینه برای تولید است."
Inputs to MPS
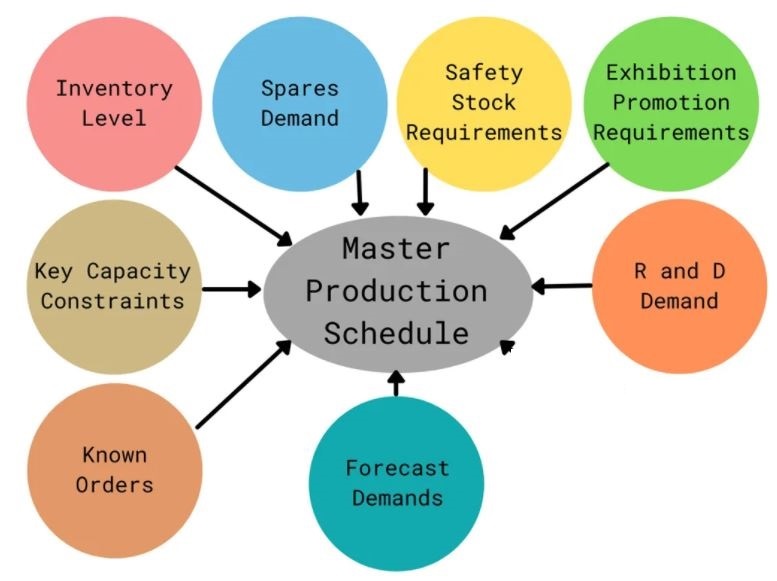
ساختار سیستماتیک زمانبندی اصلی تولید (MPS)

۱. ورودیهای سیستم (دادههای پیشنیاز)
این دادهها از بخشهای مختلف سازمان (فروش، انبار، فنی و تحقیقوتوسعه) جمعآوری میشوند:
- سمت تقاضا:
- سفارشات قطعی: قراردادهایی که بسته شده و تاریخ تحویل دارند.
- پیشبینی تقاضا ($Forecast$): تخمین فروش برای دورههای آینده (بر اساس تحلیل بازار).
- قطعات یدکی: تقاضای خدمات پس از فروش برای قطعات مجزا.
- الزامات بازاریابی: نمونه محصولات برای نمایشگاهها یا تستهای ترویجی.
- پروژههای R&D: ظرفیتی که تیم تحقیق و توسعه برای ساخت نمونههای اولیه (Prototype) نیاز دارد.
- سمت منابع و محدودیتها:
- سطح موجودی فعلی: چه مقدار محصول آماده در انبار داریم؟
- ذخیره احتیاطی: حداقل موجودی که برای مقابله با ریسکها باید همیشه در انبار بماند.
- ظرفیتهای کلیدی: محدودیت ساعات کاری ماشینآلات حساس (گلوگاهها) و نیروی انسانی.
۲. فرآیند انجام (قلب محاسباتی)
در این مرحله، برنامه ریزی تولید با استفاده از منطق "موجودی در دسترس پیشبینی شده" (Projected On-Hand) عمل میکند:
- تجمیع تقاضا: جمع کل سفارشات و پیشبینیها برای هر بازه زمانی (مثلاً هفته اول).
- خالصسازی: کسر موجودی فعلی از تقاضای کل.
- تطبیق با ظرفیت: بررسی اینکه آیا ماشینآلات توان تولید این مقدار را در این هفته دارند؟
- توازن: اگر تقاضا بیشتر از ظرفیت بود، بخشی از تولید به هفتههای قبل (ساخت برای موجودی) یا بعد منتقل میشود.
۳. خروجیهای سیستم (نتایج عملیاتی)
- برنامه تولید نهایی: جدولی که میگوید از هر محصول در هر دوره دقیقاً چند عدد تولید شود.
- زمانبندی تامین مواد (ورودی MRP): لیستی که به واحد خرید میگوید چه زمانی باید مواد اولیه را تامین کند.
- وعده تحویل به مشتری (ATP): گزارشی که به واحد فروش میگوید چقدر محصول آزاد برای فروش به مشتریان جدید باقی مانده است.
مثال جامع: کارخانه تولید پمپهای صنعتی
فرض کنید میخواهیم برای "پمپ مدل کانتیننتال" در "هفته سوم آبان" برنامهریزی کنیم:
- ورودیها:
- سفارش قطعی:* ۸۰ دستگاه برای یک پروژه پتروشیمی.
- پیشبینی فروش: ۵۰ دستگاه (احتمال خرید مشتریان خرد).
- پروژه R&D: ساخت ۲ عدد پمپ با پوسته جدید برای تست آزمایشگاهی.
- موجودی انبار: ۴۰ دستگاه از قبل موجود است.
- ذخیره احتیاطی: باید همیشه ۱۰ دستگاه در انبار بماند.
- ظرفیت: خط مونتاژ حداکثر توان تولید ۱۰۰ دستگاه در هفته را دارد.
- فرآیند (پردازش):
1. تقاضای کل: 80 + 50 + 2 = 132 دستگاه.
2. موجودی در دسترس برای مصرف: 40 - 10 (Safety) = 30 دستگاه.
3. نیاز واقعی به تولید: 132 - 30 = 102 دستگاه.
4. چالش ظرفیت: چون ظرفیت ما ۱۰۰ است و نیاز ۱۰۲، برنامهریز تصمیم میگیرد ۲ عدد را در هفته دوم (که ظرفیت خالی داشتیم) پیشتولید کند.
- خروجی:
- دستور تولید: "تولید ۱۰۰ دستگاه پمپ در هفته سوم آبان".
- پیام به فروش: "تا پایان هفته سوم، هیچ سفارش جدیدی نپذیرید؛ ظرفیت تکمیل است.
**********-----------------------------------------***************************-------------------------
برای حرفه ای و متخصص شدن در صنعت تولید (برنامه ریزی - کنترل تولید - مدیریت تولید) حتما پکیج مستر تولید mr.tolid را تهیه بفرمایید.
دانلود مقاله بصورت PDF
------------------------------------------------------------------------------------------------------------------------------------------------------
مرتضی بهمنی خالق کتاب مدیریت تولید به شیوه تویوتا

دیدگاه خود را بنویسید