
در دنیای امروز، زمان تنها یک عدد نیست؛ بلکه واحد سنجشِ هزینه و بهرهوری است. هدف از مطالعه کار و زمان، مهندسیِ حرکات برای حذف اتلافها و دستیابی به بهینهترین توالی عملیات است. در حالی که کارسنجی بر بهبود فرآیندهای ستادی تمرکز دارد، زمانسنجی نبضِ حیاتیِ بخش صف و تولید را در دست میگیرد. اگر به دنبال جلوگیری از نشتِ هزینهها و ارتقای شاخصها و بهره وری در سازمان هستید، تسلط بر متدهای مدرن این حوزه، نقطه تمایز شما در بازار کار خواهد بود.
مطالعه کار (Work Study)
کدگشایی: این واژه مادرِ تمام تکنیکهایی است که برای بالا بردن کارایی استفاده میشود. هدفش ساده است: بررسی دقیق هر کاری که انجام میشود تا راهی ارزانتر، سریعتر و راحتتر برای آن پیدا کند.
اجزاء این چتر بر دو پایه استوار است:
۱. روشسنجی: برای سادهسازی کار و حذف فعالیتهای فاقد ارزش افزوده.
۲. کارسنجی: برای تعیین زمان استاندارد و ظرفیتسنجی.
نکته کلیدی (اشتباه رایج): در ادبیات صنعتی ایران، ما از عبارت «ارزیابی کار و زمان» استفاده میکنیم؛ اما باید بدانیم که در منابع معتبر بینالمللی و استانداردهایی نظیر ILO، عبارت Evaluation of Work and Time هیچ جایگاهی ندارد. وقتی به زبان تخصصی مهندسی صنایع صحبت میکنیم، تنها معادل صحیح و استاندارد، Work Study است.

از کلاس درس تا خط تولید (۱۲ نکته کلیدی در ارزیابی کار و زمان)
بر اساس تجربهها (حاصل سالها تجربه عملیاتی من (مرتضی بهمنی) در صنعت) و ارزیابیهای عملیاتی در کارخانجات، این ۱۲ مورد حیاتی معمولاً دیده نمیشوند که در اینجا به شما آموزش داده میشود:
۱. تدوین و شفافسازی شرح شغل (Job Description)
- توضیح: مرز دقیق وظایف اپراتور باید قبل از زمانسنجی مشخص باشد.
- مثال: آیا اپراتور دستگاه تزریق پلاستیک، مسئول جداسازی ضایعات (پلیسه) هم هست یا فقط قطعه را برمیدارد؟ بدون این مرز، زمانسنجی شما اعتبار ندارد.
۲. رعایت قوانین ایمنی و استانداردهای اداره کار
- توضیح: زمان استاندارد نباید سلامت کارگر یا قوانین ایمنی را نقض کند.
- مثال: اگر بستنِ دستکش و عینک ایمنی ۱۰ ثانیه طول میکشد، این زمان یک «اجبار» است و نباید به بهانه سرعت، از زمان استاندارد حذف شود.
۳. تحلیل فاکتورهای انسانی (سن و جنسیت)
- توضیح: تفاوتهای فیزیولوژیک در تعیین «ضرایب خستگی» (Allowance) نقش مستقیم دارند.
- مثال: زمان استاندارد برای جابهجایی بار برای یک خانم یا یک فرد مسن، به دلیل نیاز به استراحتِ بیشتر، باید ضریبِ خستگیِ بالاتری نسبت به یک مرد جوان داشته باشد.
۴. ملاحظات اقلیمی و فصلهای خاص (مانند تابستان)
- توضیح: شرایط محیطی مثل دما و رطوبت بر بازدهی انرژی بدن اثر میگذارند.
- مثال: در یک کارخانه مواد غذایی که تهویه ضعیفی دارد، زمان استانداردِ خردادماه نباید با دیماه یکی باشد؛ چون گرمای هوا سرعتِ طبیعیِ حرکت را کاهش میدهد.
۵. صحهگذاری توسط مدیر و مهندس (Validation)
- توضیح: نتایج زمانسنجی باید توسط ذینفعان (تولید و مهندسی) تأیید شود تا قابلیت اجرا داشته باشد.
- مثال: بعد از زمانسنجی، مدیر تولید باید تأیید کند که این زمانِ بهدستآمده، کیفیتِ محصول را فدای سرعت نمیکند.
۶. همسویی با استراتژی و سیاستهای تولیدی
- توضیح: زمانسنجی ابزاری برای رسیدن به اهداف کلان شرکت (مثلاً کاهش هزینه یا تحویل سریع) است.
- مثال: اگر سیاست شرکت «تولید سفارشی» است، زمانسنجی باید منعطف باشد، نه سفت و سخت مثل تولید انبوه.
۷. انطباق با رویههای عملیاتی و دستورالعملهای نت (Maintenance)
- توضیح: زمانسنجی باید در شرایطی انجام شود که دستگاه در وضعیت استانداردِ فنی است.
- مثال: اگر دستگاهی به دلیل لرزش، سرعتش را کم کردهاند، زمانسنجی روی آن اشتباه است؛ ابتدا باید واحد «نت» دستگاه را به شرایط استاندارد برگرداند.
۸. اجرای آزمایشی یا پایلوت (Pilot Run)
- توضیح: قبل از نهایی کردن زمان در کل خط، باید آن را در یک بازه کوتاه تست کرد.
- مثال: زمان استاندارد جدید را فقط برای یک شیفت اجرا کنید تا ببینید آیا در عمل کارگران دچار خستگی مفرط میشوند یا خیر.
۹. اولویت روشسنجی بر زمانسنجی (Method Study)
- توضیح: ابتدا روش انجام کار را اصلاح کنید (حذف حرکت اضافی)، سپس زمان بگیرید.
- مثال: به جای اینکه زمانِ راه رفتن کارگر را بگیرید، میز کار را نزدیک کنید؛ بعد از حذف راه رفتن، زمانِ جدید را ثبت کنید.
۱۰. تسلط بر ابزارهای تحلیل (Excel) و استانداردهای ایزو
- توضیح: دادههای خام باید در اکسل تحلیل آماری شوند و مستندات مطابق ایزو ثبت گردند.
- مثال: استفاده از فرمولهای انحراف معیار در اکسل برای اینکه بفهمید آیا تفاوت زمانهای ثبت شده به دلیل مهارت کارگر است یا خطای زمانسنج.
۱۱. تسلط بر فرآیند و متدهای تویوتا (Lean/Toyota Way)
- توضیح: نگاه کردن به کار از دریچه حذف اتلافها (Muda).
- مثال (نکته طلایی): استفاده از Poka-Yoke (خطاناپذیرسازی)؛ به جای اینکه زمان بگذارید تا کارگر با دقت یک قطعه را تراز کند، فیکسچری بسازید.
۱۲. تفکیک شرایط ارزیابی در وضعیت «عادی» و «محدودیت» (Constraint vs. Normal Conditions)
- توضیح: زمانسنجی در زمانهایی که کارخانه دچار محدودیت (برق، مواد اولیه یا خرابی طولانیمدت) است، نباید مبنای «زمان استاندارد» قرار گیرد. در این شرایط، تمرکز ارزیابی باید از «خروجی محصول» به سمت «مدیریت ظرفیت و زمانهای پنهان» تغییر کند.
- مثال (شرایط محدودیت): فرض کنید به دلیل قطعی برق، خط تولید ۳ ساعت متوقف است. در این حالت، زمانسنجیِ سرعتِ اپراتور بیمعنی است. در عوض، شما باید ارزیابی کنید که:
- زمانِ آمادهسازی مجدد (Startup Time): بعد از وصل شدن برق، چقدر زمان میبرد تا دستگاه به دمای ایدهآل برسد؟
- آنالیز فعالیتهای موازی: آیا پرسنل در زمان بیکاری میتوانند فعالیتهای ارزشافزای دیگری مثل 5S، بستهبندیهای دستی یا آموزشهای کوتاه را انجام دهند؟
- مثال (شرایط بدون محدودیت): وقتی متریال و برق فراهم است، هدف شما در ارزیابی، رسیدن به زمان سیکل (Cycle Time) بهینه برای پاسخگویی به تقاضای بازار است.
13.استفاده از دادههای آماری: در گزارش به مدیریت از دادههای خام و بی روح استفاده نکنید بجای آن گزارش بصورت مصور و نمودار و عکس باشد تا درک و قدرت انتقال بهتری داشته باشد و تصمیم گیری را راحت تر و شمارا حرفه ای تر نشان دهد.
-------------------------------------------------------------------------------------------------------------------------------------------------------------

آموزش 3 راز مخفی در زمان سنجی ، که اگر رعایت نکنید زمان سنجی و ارزیابی شما ارزشی ندارد.
مدیریت بر مبنای حدس و گمان، یا مدیریت بر مبنای اعداد؟
اگر در جایگاه سرپرست، مدیر یا کارشناس یک واحد تولیدی/خدماتی هستید، احتمالاً این «ابهامات» شبها ذهن شما را درگیر میکنند:
در حوزه نیروی انسانی: واقعاً به چند نفر پرسنل نیاز داریم؟ چرا با وجود اضافهکاریهای سنگین، هنوز از برنامه عقبیم؟ نوسانات عملکردی پرسنل از کجا آب میخورد؟
در حوزه ظرفیتسنجی: ظرفیت واقعی ما چقدر است و چقدر از آن زیرِ خاکسترِ «ناکارآمدی» دفن شده؟ گلوگاه اصلی خط تولید کجاست؟
در حوزه هزینه و بهرهوری: چطور هزینههای سربار و بیکاری پنهان را حذف کنیم؟ قیمت تمامشده واقعی (توسط پیمانکار یا خودمان) چقدر باید باشد؟
 کلیدِ باز کردن این قفلِ پیچیده چیست؟
کلیدِ باز کردن این قفلِ پیچیده چیست؟
پاسخ به تمامی این سوالات، در گروِ داشتنِ یک «خطکش دقیق» است. شما نمیتوانید چیزی را که «اندازهگیری» نمیکنید، «مدیریت» کنید!
تنها یک راه علمی و استاندارد برای پایان دادن به این حدس و گمانها وجود دارد:
«تکنیکهای مهندسی صنایع با تمرکز ویژه بر ارزیابی کار و زمان (Work and Time Study)»

ارزیابی کار و زمان (Work & Time Study)
ارزیابی کار و زمان یک «مادر» است که دو فرزندِ بسیار مهم دارد. هدف این علم، بررسی دقیق تمامی کارهایی است که در یک واحد انجام میشود تا بهترین راه انجام کار را پیدا کرده و زمان استاندارد آن را تعیین کند.
این دو فرزند عبارتند از:
1. روشسنجی (Method Study): یعنی «چطور کار کنیم؟» (تمرکز روی کیفیت حرکت).
2. کارسنجی (Work Measurement): یعنی «چقدر طول میکشد؟» (تمرکز روی کمیت زمان).
1. روشسنجی (Method Study)؛ مهندسیِ «چگونه»
قبل از اینکه به فکر زمان باشید، باید ببینید آیا اصلاً این روشِ کار درست است؟
- تعریف: بررسی سیستماتیک روشهای موجود برای انجام یک کار، با هدف حذف حرکات اضافی، سادهسازی عملیات و خسته نکردن اپراتور.
- شعار روشسنجی: «هوشمندانهتر کار کن، نه سختتر!»
- مثال: اگر کارگر برای برداشتن یک پیچ، هر بار نیممتر خم میشود، روشسنجی میگوید: «میز را بالاتر بیاور تا خستگی حذف شود.»
-------------------------------------------------------------------------------------------
2. کارسنجی (Work Measurement)؛ مهندسیِ «چقدر»
بخشی از مطالعه کار است که هدفش تعیین زمانِ لازم برای انجام یک کار مشخص توسط یک فرد واجد شرایط است. کارسنجی یعنی فرآیندِ رسیدن به زمان استاندارد. فرقی نمیکند از چه راهی بروید؛ هدف این است که بفهمیم یک نیروی ماهر، با سرعت نرمال، برای انجام یک کار چقدر زمان نیاز دارد. کارسنجی به ما میگوید «ظرفیت واقعی خط تولید چقدر است».
روشهای مختلف اندازهگیری کار (WM):
- Time Study (زمانسنجی مستقیم با کرنومتر)
- Work Sampling (نمونهبرداری از کار)
- Standard Data System (دادههای استاندارد)
- PMTS (سیستم زمانهای حرکت پیشفرض)
نکته مهم: زمانسنجی یکی از روشهای رسیدن به کارسنجی است. در این روش، شما مستقیماً با «کرونومتر» بالای سر اپراتور میایستید و زمان را ثبت میکنید. همچنین در ایران باب شده که میگویند «برو زمانسنجی کن»، اما شما به عنوان متخصص بگویید: «ما برای این بخش از متدولوژی کارسنجی استفاده میکنیم؛ چون کارها تکراری است، ابزارِ زمانسنجی مستقیم (Stopwatch) را برای رسیدن به عدد نهایی برگزیدهایم.»
تفاوتهای کلیدی (در یک نگاه)
دانشجویان عزیز، این بخش را به خاطر بسپارید:
- روشسنجی به دنبال کاهش «محتوای کار» (Work Content) است؛ یعنی دور ریختن کارهای بیهوده.
- کارسنجی به دنبال بررسی «زمانهای غیرموثر» است و تعیین میکند چقدر زمان برای آن کارِ اصلاح شده نیاز داریم.
- ارزیابی کار و زمان (روشسنجی و کارسنجی) ، ترکیبِ هوشمندانهی این دو برای رسیدن به بالاترین بهرهوری است.
برخی از مهم اهداف زمان سنجی
- تعیین تعداد کارگران و اپراتورهای تولیدی مورد نیاز
- تعیین تعداد ماشین های تولیدی مورد نیاز
- بالانس خطوط مونتاژ
- طراحی خط تولید و ایستگا ه های کاری قبل از نصب و راه اندازی آن
- بررسی کارآیی نیروی انسانی
- برنامهریزی زمانی کل تولیدات
- بدست آوردن زمان بیکاری پرسنل
تکنیکهای مختلف کارسنجی
الف) روشهای مشاهده مستقیم (Direct Observation Methods)
در این روشها، تحلیلگر و ارزیاب مستقیماً در محل انجام کار حضور یافته و فعالیت را ثبت میکند. و به سه دسته تقسیم بندی میشود:
۱. زمانسنجی با ساعتهای متوقفشونده (Stop Watch):
- تعریف: ثبت دقیق زمان انجام یک فعالیت تکراری با استفاده از کرونومتر برای تعیین زمان استاندارد.
- مثال: زمانسنجیِ مرحلهی «بستن ۴ پیچِ چرخ خودرو» در خط تولید، برای مشخص کردن میانگین زمان مورد نیاز هر اپراتور.
۲. روش نمونهبرداری فعالیت کار (Work Sampling):
- تعریف: انجام مشاهدات تصادفی در فواصل زمانی مختلف برای تعیین درصدِ زمان صرفشده در فعالیتهای مختلف (کاری یا بیکاری).
- مثال: بررسی وضعیت یک دستگاه پرس در طول یک هفته؛ تا مشخص شود چند درصد از زمانِ شیفت، دستگاه در حال تولید است و چند درصد به دلیل خرابی یا نبودِ قطعه متوقف است.
۳. روش زمانسنجی گروهی (GTT):
- تعریف: مشاهده و ثبت همزمان فعالیتهای یک گروه از کارگران یا ماشینآلات توسط یک یا چند تحلیلگر.
- مثال: زمانسنجیِ یک تیمِ ۵ نفره که به صورت هماهنگ در حال انجام عملیات «تخلیه و بارگیری یک کشتی» در بندر هستند.
ب) روشهای ترکیبی (Synthetic Methods)
در این روشها از دادههای قبلی و استانداردهای موجود برای محاسبه زمان بدون نیاز به مشاهده مستقیمِ جدید استفاده میشود.
۱. استفاده از دادههای استاندارد (Standard Data):
- تعریف: استفاده از جدولی از زمانهای از پیش محاسبهشده برای کارهای مشابه (مثلاً بر اساس وزن یا ابعاد قطعه).
- مثال: محاسبه زمانِ «تراشکاری یک شفتِ ۱۰ سانتیمتری» بر اساس فرمولها و دادههای قبلیِ تراشکاریِ قطعاتِ مشابه در کارگاه.
۲. سیستمهای زمانهای از قبل تعیینشده برای حرکات (PMTS):
- تعریف: تقسیمِ یک کار به حرکاتِ بسیار ریزِ پایه (مثل برداشتن، بردن، رها کردن) و استفاده از جداول زمانیِ استاندارد جهانی (مانند MTM یا MOST).
- مثال: تعیین زمانِ دقیقِ «برداشتن یک واشر از جعبه و قرار دادن آن روی پیچ» بر اساس فاصله دست و نوعِ چنگ زدن، بدون استفاده از کرونومتر.
چند نکته مهم:
1- روش MOST چیه؟ این روش بر پایه جابهجایی اشیاء استوار است. در MOST اعتقاد بر این است که زمان انجام یک کار، مستقیماً به زمان صرف شده برای جابهجایی اشیاء بستگی دارد. برخلاف روشهای قدیمی که روی جزئیات خیلی ریز (مثل حرکت انگشت) تمرکز داشتند، MOST فعالیتها را به صورت «توالی حرکتها» میبیند.این روش از واحدهای زمانی به نام TMU استفاده میکند (هر TMU معادل ۰.۰۳۶ ثانیه است).
2- تکنیک MOST در دسته سیستمهای PMTS (سیستمهای زمانسنجی پیشرفته یا پیشتعیین شده - Pre-determined Motion Time Systems) قرار میگیرد.
3- کی و کجا قابل استفاده است؟
MOST زمانی استفاده میشود که ما به دنبال دقت بالا هستیم اما وقت کافی برای زمانسنجی با کرنومتر یا تحلیلهای خیلی ریز MTM را نداریم.
4-خروجی نهایی تکنیک MOST یک عدد است که همان «زمان نرمال» انجام کار است. برای تبدیل این زمان نرمال به «زمان استاندارد»، شما فقط کافی است «اضافات یا Allowance» (مثل زمان استراحت، نیازهای شخصی و خستگی ناگزیر) را به آن اضافه کنید.
5-در روش زمانسنجی با کرنومتر، شما باید بالای سر کارگر بایستید و قضاوت کنید که آیا او با سرعت ۱۰۰٪ کار میکند یا ۸۰٪؟ این قضاوت همیشه محل بحث و اختلاف بین مهندس صنایع و کارگران است. اما در MOST:
- زمانهایی که در جدولهای این استاندارد وجود دارد، قبلاً بر اساس سرعت یک اپراتور متوسط و ماهر (سرعت ۱۰۰٪) تنظیم شده است.
- یعنی وقتی شما کد جابهجایی را وارد میکنید، آن عددِ زمانی (TMU) ذاتاً ضریب عملکرد ۱۰۰ را درون خودش دارد.
6-خلاصه کلام: MOST به شما «زمانِ متکی بر حرکت» را میدهد، نه «زمانِ متکی بر سرعتِ فرد». این یعنی شما به جای مدیریتِ آدمها، دارید فرآیندها* را مدیریت میکنید
ج) روشهای تخمینی (Estimating Methods)
این روشها زمانی استفاده میشوند که دقتِ بسیار بالا حیاتی نیست یا کار تکراری نمیباشد.
۱. روش تخمین تحلیلی (Analytical Estimating):
- تعریف: ترکیبِ دانشِ تخصصیِ تحلیلگر با دادههای موجود برای تخمین زمانِ کارهای غیرتکراری و پروژهای.
- مثال: تخمین زمان مورد نیاز برای «تعمیر اساسی (اورهال) یک دیگ بخار» که قطعات فرسوده آن دقیقاً مشخص نیست.
۲. روش تخمین مقایسهای (Comparative Estimating):
-تعریف: مقایسه یک کارِ جدید با یک کارِ مشابه که قبلاً زمانِ آن مشخص شده است.
- مثال: تخمین زمانِ «نقاشیِ یک اتاقِ ۲۰ متری» بر اساس تجربه و مقایسه با زمانی که برای نقاشیِ یک اتاقِ ۱۵ متری صرف شده بود.
د) سیستمهای زمانسنجی رباتها Robot Time and Motion (RTM)
- تعریف: تحلیل حرکات و زمانبندیِ دقیقِ رباتهای صنعتی برای بهینهسازی مسیر حرکت و سرعت عملکرد آنها.
- مثال: برنامهریزی و زمانسنجیِ یک «بازوی رباتیک جوشکار» برای اینکه بداند دقیقاً چند ثانیه طول میکشد تا از نقطه A به B حرکت کرده و عملیات جوش را در زاویه ۴۵ درجه انجام دهد.
Don’t talk the talk if you can’t walk the walk اگر توان انجام کاری را ندارید درباره آن صحبتی نکنید مگر آنکه واقعا نسبت به روش انجام آن آگاه باشید |

زمانسنجی با روش ساعت های متوقف شونده ( Stop watch )
به طور کلی در سیستم های زمانسنجی،فعالیت ها به دو گروه تقسیم می شوند:
1 -فعالیت های تکراری :به آن گروه از کار ها اطلاق می گردند که بصورت پیوسته در سالن تولید انجام می شوند مانند عملیات پرسکاری
2- فعالیت های غیر تکراری :به آن دسته از فعالیت هایی اطلاق می گردند که به ندرت تکرارمی شوند مانند فعالیت های تعمیراتی
Stop watch این روش،یکی از عمده ترین سیستمهای زمانسنجی است که در طی آن ودر حین انجام کار- با توجه به مشاهده مستقیمی که از سیکل کاری صورت می پذیرد-زمانسنجی انجام می گردد.از این روش فقط برای فعالیتها یی که بصورت تکراری انجام می پذیرند باید استفاده نمود.خصوصیات مهم این سیستم زمانسنجی آن است که هر چه تعداد مشاهده سیکل کاری افزایش یابد دقت نتایج بدست آمده بهبود می یابد.
- چهار اصل عمده زیر در این سیستم زمانسنجی برقرار است :
- نقطه شروع و ختم دقیق کار و روش انجام کار شامل کلیه جزئیات آن مانند مواد، ماشین آلات، شرایط کاری و سایر موارد دیگر باید دقیقا مشخص شود.
- یک سیستم ثبت زمان مشاهده برای کار مورد مطالعه تعیین شود.
- مفهوم واضحی از ضریب عملکرد تعیین شود.
- روشی برای تخصیص الونس به عناصر کاری تعیین شود.
اصول کارسنجی
- در مبحث کارسنجی روش کار، مورد بررسی قرار میگیرد.
- روش به کار گرفته شده در کارسنجی باید قابل درک و کاربردی باشد.
- استانداردهای کاری در کارسنجی نباید نه در سطح خیلی بالا و نه در سطح خیلی پایین تعیین گردد.
- هزینههای مربوط به کارسنجی باید به گونهای باشد که در مقایسه با منافع در سطح پایینتری قرار گیرند و در این صورت است که میتواند پذیرفته و اجرا شود.
روشهای استاندارد کارسنجی و تعیین زمان (Work Measurement)
۱. روش سوابق تاریخی (Historical Data):
- بهبود: استفاده از دادههای گذشته برای تخمین زمانهای آینده. این روش برای کارهای غیرتکراری و پروژهای مناسب است (دقت پایین، سرعت بالا).
۲. روش گزارشگیری یا خوداظهاری (Self-Reporting):
- بهبود: در این روش، مجریِ کار (کارمند یا اپراتور) زمان فعالیتهای خود را ثبت میکند. این روش بیشتر برای کارسنجی امور اداری و ستادی کاربرد دارد.
۳. روش نمونهبرداری فعالیت (Work Sampling):
- بهبود: استفاده از احتمالات و آمار برای مشاهده تصادفی فعالیتها. این روش برای تشخیص میزان بیکاریها و درصد اشغال بودن ماشینآلات/پرسنل بسیار قدرتمند است.
۴. روش زمانسنجی مستقیم (Direct Time Study):
- بهبود: استفاده از کرنومتر یا فیلمبرداری برای ثبت زمان در محیط تولید (صف). این رایجترین روش برای کارهای تکراری و یدی است.
۵. روش سیستمهای زمانهای پیشتعیینشده (PMTS):
- بهبود: استفاده از جداول استاندارد مانند MTM یا MOST. در این روش بدون کرنومتر و تنها با تحلیل حرکات ریز (مثل برداشتن، چرخش، گذاشتن)، زمان استاندارد را پیشبینی میکنند.
۶. روش دادههای استاندارد (Standard Data):
- بهبود: ترکیبی از دادههای زمانسنجیهای قبلی برای ایجاد فرمولهای محاسباتی. این روش باعث میشود برای هر قطعه جدید، نیاز به زمانسنجیِ دوباره نباشد.
تأکید مهم: زمانسنجی (Time Study) خودش یکی از تکنیکهایِ زیرمجموعه کارسنجی (Work Measurement) است.
اهمیت «زمان استاندارد (Standard Time)؛ خطکشِ سود و زیان کارخانه»
در ارزیابی کار و زمان، محاسبه زمان استاندارد صرفاً یک عدد ریاضی نیست، بلکه «ستون فقرات» برنامهریزی تولید است. اگر این عدد با خطا محاسبه شود، کلِ دومینویِ سیستم فرو میریزد:
۱. در برنامهریزی تولید: زمان استانداردِ غلط یعنی قولِ تحویلِ اشتباه به مشتری (تأخیر در تحویل).
۲. در بهای تمامشده: اگر زمان را کمتر بگیرید، سود محصول در جیب کارگر یا هزینههای پنهان گم میشود؛ اگر زیاد بگیرید، قیمت محصول بالا رفته و بازار را از دست میدهید.
۳. در بالانس خط: باعث ایجاد گلوگاههای کاذب و بیکاریهای پنهان در سایر ایستگاهها میشود.
۴. در ظرفیتسنجی: باعث میشود ماشینآلاتِ گرانقیمت، کمتر از توان واقعیشان کار کنند یا تحت فشارِ بیش از حد، مستهلک شوند.
«زمان استاندارد، قطبنمای تولید است! کوچکترین انحراف در محاسبه این عدد، به معنای برنامهریزی روی سراب، هدررفت منابع و حرکتِ آگاهانه به سمت ضرر است. در کارسنجی، دقت در زمان استاندارد، فاصله بین "سودآوری" و "ورشکستگی" یک خط تولید را تعیین میکند.»
نکته طلایی (ویژه آموزش دانشجوهانم):
همیشه به دانشجوهایم میگویم: «زمان استاندارد، وحی منزل نیست!» بلکه عددی است که باید شامل ضرایب مجاز (Allowances) باشد.
خطای رایج این است که زمانِ «سریعترین کارگر» را به عنوان زمان استاندارد میگیرند، در حالی که زمان استاندارد باید برای یک «کارگر متوسط با مهارت کافی» محاسبه شود تا سیستم در بلندمدت دچار «سوختگی نیروی انسانی» نشود.


انجام ارزیابی کار و زمان در این دو بخش، به دلیل ماهیت متفاوتِ خروجیها (فکری در مقابل فیزیکی)، نیازمند رویکردهای متمایزی است. در ادامه، نحوه اجرای «روشسنجی» برای این دو واحد را به صورت عملیاتی شرح میدهم:
۱. واحد غیرستادی (عملیاتی): بخش مونتاژ (جوشکاران، برشکاران، تراشکار، کارگر و... )
در این بخش، هدف اصلی «استانداردسازی حرکات» و «حذف اتلافهای فیزیکی» است.
- روش پیشنهادی: استفاده از زمانسنجی با کرونومتر (Stop Watch) و تحلیل حرکات (Motion Study).
- گامهای اجرایی:
1. تجزیه عملیات: فرآیند را به المانهای کوچک تقسیم میکنیم (مثلاً: برداشتن قطعه، فیکس کردن در دستگاه، عملیات جوشکاری، تمیزکاری جوش).
2. حذف حرکات زائد: بررسی میکنیم که آیا جوشکار برای برداشتن الکترود بیش از حد خم میشود؟ (اصلاح چیدمان میز کار یا اصول ارگونومی).
3. زمانسنجی: زمان هر المان را چندین بار ثبت کرده و با اعمال ضریب عملکرد و متعلقات (زمان استراحت و نیازهای شخصی)، «زمان استاندارد» تولید یک قطعه را استخراج میکنیم.
- خروجی: تعیین ظرفیت واقعی تولید در یک شیفت و متعادلسازی خط مونتاژ.
۲. واحد ستادی (اداری): بخش مالی (کارکنان حسابداری، برنامه ریزی تولید، مهندس مکانیک و ...)
در این بخش، خروجیها فیزیکی نیستند و کارها ماهیت دورهای یا پروژهای دارند. هدف اصلی «بهبود جریان اطلاعات» و «حذف دوبارهکاریها» است.
- روش پیشنهادی: استفاده از نمونهبرداری فعالیت (Work Sampling) و تجزیه و تحلیل فرآیند (Flowcharting).
- گامهای اجرایی:
1. رسم نمودار فرآیند: مسیر حرکت یک سند مالی از زمان ورود تا بایگانی را ترسیم میکنیم. گلوگاهها کجا هستند؟ (مثلاً معطلیِ طولانی برای یک امضا).
2. نمونهبرداری تصادفی: در فواصل زمانی نامشخص چک میکنیم که پرسنل در حال انجام چه کاری هستند (ثبت سند، پاسخ به تلفن، جستجوی فایل یا بیکاری پنهان).
3. سادهسازی روش: جایگزینی فرمهای کاغذی با سیستمهای نرمافزاری یا حذف تاییدیه های غیرضروری برای تسریع در روند پرداختها.
- خروجی: کاهش زمانِ چرخه (Cycle Time) گزارشات مالی و بهینهسازی تعداد نیروی انسانی مورد نیاز.
نتیجه نهایی: افزایش تیراژ تولید برای پرسنل غیرستادی (عملیاتی) است | و افزایش سرعت و دقت گزارشدهی برای پرسنل واحد ستادی (اداری) است. *نکته مدیریتی:* در بخش ستادی (مالی)، ارزیابی نباید باعث ایجاد فشار روانی شود، بلکه باید بر «سادهسازی فرآیند» تمرکز کند؛ در حالی که در بخش عملیاتی (مونتاژ)، تمرکز بر «اصلاح روشهای انجام کار» برای کاهش خستگی و افزایش سرعت است.

5 نکته مهم طلایی در کارسنجی و زمانسنجی
برخی نکات حیاتی که در منابع عمومی به ندرت به آنها اشاره شده است:
1- نکته مهم اول: تسلط بر الزامات و استانداردهای بینالمللی: پیش از شروع ارزیابی، مطالعه دقیق آییننامهها الزامی است. برای مثال، معیار سنجش یک جوشکار در ارتفاع ۱۰ متری با فردی روی زمین کاملاً متفاوت است؛ زیرا شرایط فیزیکی، ارگونومی و ریسک کار باید در ضرایب ارزیابی لحاظ شود. مثلاً زمان استراحت مجاز (Allowance) در محیطی با صدای بالای ۸۵ دسیبل، طبق استاندارد باید متفاوت از شرایط عادی محاسبه گردد.
2- نکته مهم دوم: تدوین دقیق شرح وظایف و مسئولیتها: ارزیابی بدون داشتن سند وظایف و اختیارات در هر سمت شغلی ناممکن است. شرح وظایف نقشه راه شماست. اگر مدیریت قصد تعدیل نیرو در بخش اداری را دارد یا میخواهد بدونه بهرهوری چه کسی پایین است، بدون دانستن وظیفه دقیق هر فرد، سنجش او غیرعلمی است. صرفاً پرسش از خود افراد کافی نیست؛ زیرا بدون داشتن مرجع (شرح شغل)، ممکن است گزارش شما بر اساس اطلاعات نادرست یا توجیهات شخصی افراد شکل بگیرد و در نهایت خروجی گزارش شما ناقص و غیرقابل اتکا باشد.
3- نکته مهم سوم: دقت در محاسبات و بازبینی نهایی: پیش از ارائه گزارش به مدیریت، تمام محاسبات و اعداد را دوباره چک کنید. خطای محاسباتی یا ثبت اعداد غیرواقعی میتواند سرنوشت شغلی افراد را به اشتباه تغییر داده و حقالناس ایجاد کند. در گزارشدهی، رعایت انصاف و دقت ریاضی، ضامن اعتبار حرفهای شما و بقای سازمان است.
4- نکته مهم چهارم: هدفگذاری چندجانبه ارزیابی: زمانسنجی همیشه ابزاری برای تعدیل نیرو نیست. این فرآیند میتواند جهت شناسایی نیاز به جذب نیروی جدید، ارزیابی عملکرد سالانه، پاداشدهی عادلانه و یا اطمینان از سلامت و بهینه بودن فرآیندهای فعلی سازمان به کار گرفته شود.
5- نکته مهم پنجم: تمایز متدولوژیها: به یاد داشته باشید که متد و روشهای زمانسنجی در محیطهای مدیریت تولید با محیطهای پروژه محور کاملاً متفاوت بوده و هر کدام نیازمند ابزار تخصصی خود است.
جهت دیدن این ویدیوی اموزشی 6 دقیقه ی (کلیک) کنید.
دستهبندی انواع عناصر در زمانسنجی
۱- عنصر تکراری: فعالیتی که در تمامی سیکلهای کاری به صورت منظم تکرار میشود؛ مانند برداشتن قطعه و قرار دادن آن در دستگاه یا فشردن دکمه استارت در هر مرحله از تولید.
۲- عنصر موقت یا گهگاهی: عنصری که در هر سیکل رخ نمیدهد و در فواصل منظم یا نامنظم پدید میآید؛ مانند تنظیم مجدد دستگاه برای تولید قطعات جدید یا تعویض ابزار برش پس از استهلاک.
۳- عنصر ثابت: فعالیتی که زمان پایه آن در هر بار اجرا، بدون تغییر باقی میماند؛ مانند زمان روشن کردن سیستمهای روشنایی، استارت اولیه ماشینآلات یا زمان ثابتِ بستن یک گیره استاندارد.
۴- عنصر متغیر: زمانی که متناسب با مشخصات محصول، فرآیند یا ابزار تغییر میکند؛ مانند زمان حمل قطعه که به مسافت بستگی دارد و یا زمان جابجایی با لیفتراک در مقایسه با گاری دستی که تابع تکنولوژی و سرعت است.
۵- عنصر ماشینی: بخشی از فرآیند که به صورت خودکار و توسط ماشین انجام میپذیرد؛ مانند عملیات شکلدهی بدنه تحت پرس هیدرولیک یا ماشینکاری قطعات فلزی با دستگاههای تراش معمولی و سیانسی.
۶- عنصر دستی: عملیاتی که با نیروی جسمانی کارگر انجام میشود؛ مانند نصب فیزیکی قطعه روی دستگاه، جوشکاری با الکترود، گریسکاری و یا سنگزنی دستی سطوح.
۷- عنصر خارجی: فعالیتی که حین زمانسنجی مشاهده میشود اما جزء ضروری و تعریفشده فرآیند نیست و وقوع آن غیرقابل پیشبینی است؛ مانند توقف برای صرف چای یا پاسخ به تماسهای تلفنی ضروری و شخصی.
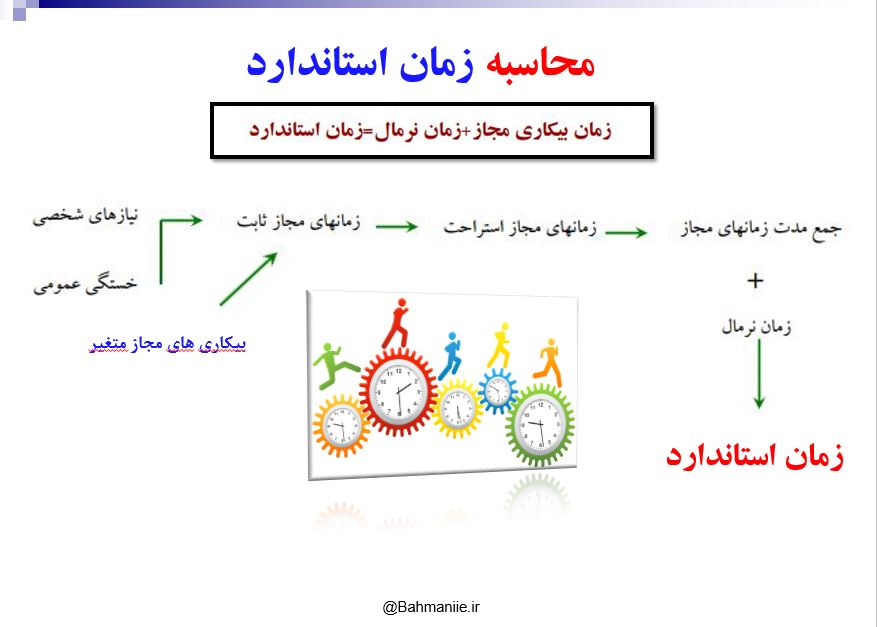
تعیین بیکاری های مجاز (Allowances)
پس از محاسبه زمان نرمال بايد بیکاری های مجاز به نام الونس را که درصدی از زمان انجام کار را تشکیل می دهند تعيين كرد كه كليه موارد مربوط به تاخيرات و خستگي هاي ناشي از اثر كار و ساير موارد ديگر را در برگیرد.

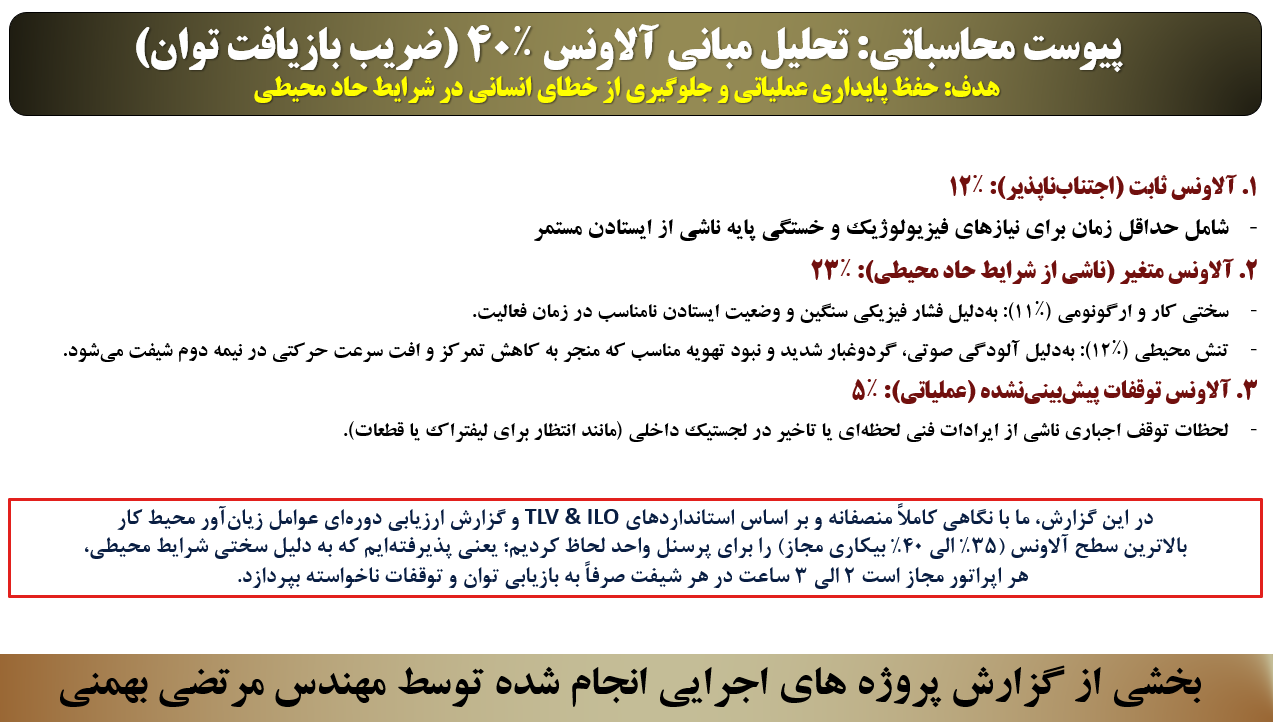
انواع الونس (طبق عکس بالا در گزارش ارزیابی من در یک شرکت پتیروشیمی)
تلرانسها یا مجازات یا الاونس (Allowances) فاکتور انسانی یا ضریب بازیافت توان (یا بیکاری های مجاز): انسان ربات نیست! او نیاز به استراحت، نوشیدن آب و رفع خستگی دارد.
تعریف: درصدی از زمان که برای نیازهای شخصی، خستگی و تاخیرهای اجتنابناپذیر به زمان نرمال اضافه میشود.
سه مدل الاونس داریم:
۱. آلاونس ثابت (اجتنابناپذیر)
-شامل حداقل زمان برای نیازهای فیزیولوژیک و خستگی پایه ناشی از ایستادن مستمر و صرف ناهار و نماز
۲. آلاونس متغیر (ناشی از شرایط حاد محیطی)
-سختی کار و ارگونومی : بهدلیل فشار فیزیکی سنگین و وضعیت ایستادن نامناسب در زمان فعالیت.
-تنش محیطی : بهدلیل آلودگی صوتی، گردوغبار شدید و نبود تهویه مناسب که منجر به کاهش تمرکز و افت سرعت حرکتی میشود.
۳. آلاونس توقفات پیشبینینشده (عملیاتی)
-لحظات توقف اجباری ناشی از ایرادات فنی لحظهای یا تاخیر در لجستیک داخلی (مانند انتظار برای لیفتراک یا قطعات).
روشهای تعیین الونس (بیکاری مجاز و ضرایب تعدیل): چالش محاسبات «الاوِنس» در محیطهای سخت و آلوده، مهندسی و خطوط تولید
یکی از سوالات پرتکرار دانشجویان و کارشناسان صنایع این است: «چطور ضریب سختی یا همان Allowance (فرجه استراحت) را برای نیروهایی که در شرایط حاد مثل گرد و غبار، گازهای سمی، خطوط عملیاتی یا حتی در واحدهای مهندسی کار میکنند، دقیق محاسبه کنیم؟»
ما در مهندسی صنایع برای تبدیل این شرایط به «زمان استاندارد»، از ۴ روش سیستماتیک استفاده میکنیم:
1- روش امتیازی ILO (استاندارد جهانی):
در این روش، عوامل خستگی (ثابت) و عوامل محیطی (متغیر) با هم جمع میشوند. مثلاً برای واحد گوگرد:
- گرد و غبار: ۲٪ تا ۵٪
- بو و گاز سمی: ۲٪ تا ۱۰٪
- نور و دمای نامناسب: ۲٪ تا ۱۰٪
این درصدها مستقیماً به زمان پایه اضافه میشوند.
2- روش فیزیولوژیک (نرخ ریکاوری):
در واحدهای عملیاتی سنگین، ضربان قلب اپراتور ملاک است. اگر ضربان از ۱۱۰ تپش در دقیقه بالاتر برود، زمان استراحت تا برگشت به حالت نرمال، به عنوان الاونس در نظر گرفته میشود.
3- ضریب سختی کار (منابع انسانی):
استفاده از امتیازات «طرح طبقهبندی مشاغل» وزارت کار. در این روش، ۲۰ عامل محیطی بررسی شده و میتوان امتیاز سختی را به نسبتِ زمان استراحت در هر ساعت (مثلاً ۱۰ دقیقه در ساعت) تبدیل کرد.
4- نمونهبرداری فعالیت (تور زدن):
اگر ابزار اندازهگیری ندارید، با مشاهده مستقیم و ثبت توقفهای ناخواسته اپراتور (به دلیل تنگی نفس یا خستگی ناشی از محیط)، نسبت این تاخیرات به کل زمان کار را به دست آورید.
🎗️منابع معتبر برای بررسی و استناد در گزارشها:
اگر میخواهید محاسبات شما جنبه قانونی و علمی داشته باشد، به این مراجع استناد کنید:
- کتاب Introduction to Work Study (ILO): معروف به کتاب مقدس ارزیابی کار (فصل ۱۷).
- کتاب نیبل (Niebel): مرجع اصلی ارگونومی و استانداردهای زمانی.
- کتاب دکتر عباس سقایی: بهترین مرجع بومیسازی شده فارسی.
نکته طلایی: در محیطهای آلوده و سخت، مجموع فرجهها معمولاً بین ۲۰٪ تا ۳۰٪ زمان کل را شامل میشود. نادیده گرفتن این عدد، یعنی برنامه زمانبندی شما از همان ابتدا شکست خورده است!
| مطالعه مقاله کاربردی ظرفیت سنجی خط تولید (کلیک کنید) |
 |
 |  |
 |  |
 |  |
 |  |
 |  |
 |  |

(بالانس خطوط تولید و ظرفیتسنجی) با کمک زمانسنجی و کارسنجی
بالانس خطوط تولید یکی از الزامات تولید است و در صورتی که به آن توجه نشود زیان های خسارت باری را به وجود خواهد آورد. بسیاری از شرکتهایی که به بالانس کردن توجهی نداشته و فرآیندهای خود را بدون آن انجام می دهند، پس از مدتی با هزینههایی مواجه خواهند شد که آنها را مجبور به توقف تولید میکند که این مسئله مانع از پیشرفت میشود.
بیایید این مبحث را به زبان ساده اما کاملاً اجرایی، در سه گام اصلی بررسی کنیم:
۱. مفهوم بالانس خط و ظرفیتسنجی
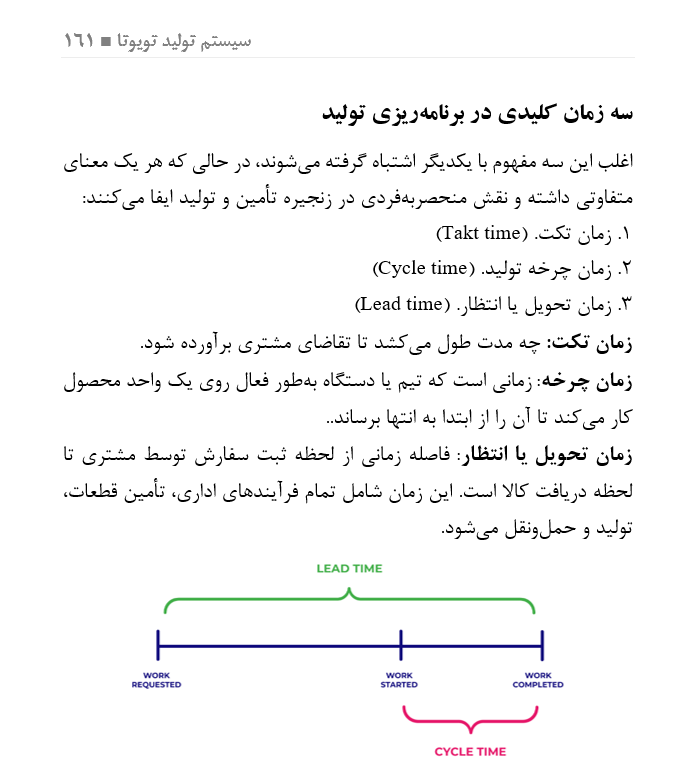
بالانس خط یعنی توزیعِ برابر و منطقیِ حجم کار بین تمام ایستگاههای کاری (نفرات یا ماشینآلات)، به گونهای که هیچ ایستگاهی بیکار نماند و هیچ ایستگاهی دچار انباشت کالا (گلوگاه) نشود. هدف نهایی این است که سرعت خروجی کل خط با نرخ تقاضای بازار (Takt Time) هماهنگ شود. برای اشنایی با زمان های مهم و شاخص در برنامه ریزی مروری بر کتابم کنید تا آگاه شوید:
 ۲. پیامدهای خطرناک عدم توجه به بالانس خط (چرا شرکتها متوقف میشوند؟)
۲. پیامدهای خطرناک عدم توجه به بالانس خط (چرا شرکتها متوقف میشوند؟)
همانطور که اشاره شد، نادیده گرفتن این موضوع منجر به هزینههای کمرشکن میشود، از جمله:
- هزینه فرصت سوزی: وقتی یک ایستگاه سریع و دیگری کند است، ظرفیت کل خط به اندازه کُندترین ایستگاه سقوط میکند.
- انباشت سرمایه در گردش (WIP): قطعات نیمهساخته در کنار ایستگاههای گلوگاه تلنبار میشوند که هم فضا را اشغال میکنند و هم سرمایه شرکت را راکد نگه میدارند.
- استهلاک روانی و فیزیکی: برخی اپراتورها تحت فشار شدید هستند (گلوگاه) و برخی دیگر دچار بیکاری پنهان میشوند که این تبعیض، انگیزه تیم را نابود میکند.
۳. فرآیند اجرایی: از زمانسنجی تا بالانس خط
برای اینکه یک مدیر بتواند خط را بالانس کند، باید این مسیر را طی کند:
- برداشت زمانهای استاندارد: ابتدا با یکی از روشهای مشاهده مستقیم (مثل Stop Watch)، زمان دقیق هر فعالیت استخراج میشود.
- محاسبه زمان سیکل (Cycle Time): مجموع زمانهای انجام کار برای تولید یک واحد محصول.
- تعیین تعداد ایستگاههای بهینه: فرمول: (زمان کل کار ÷ زمان مورد نیاز برای هر ایستگاه)
- تخصیص فعالیتها: تقسیم وظایف بین ایستگاهها به شکلی که «زمان بیکاری» (Idle Time) به حداقل برسد.
۴. مثال عملیاتی در واحد مونتاژ (جوشکاری و برشکاری)
فرض کنید برای تولید یک مخزن:
- برشکاری ۱۰ دقیقه زمان میبرد.
- جوشکاری ۳۰ دقیقه زمان میبرد.
- تست مخزن ۵ دقیقه زمان میبرد.
اگر بالانس انجام نشود: جوشکار همیشه زیر فشار است و برشکار و تستر، ۷۰٪ وقت خود را بیکار هستند. نتیجه؟ در یک شیفت فقط تعداد کمی مخزن تولید میشود چون همه منتظر جوشکار میمانند.
با بالانس خط (ظرفیتسنجی): مدیر متوجه میشود که به «۳ جوشکار» در مقابل «۱ برشکار» نیاز دارد تا جریان تولید روان شود.
۵. نتیجهگیری استراتژیک
بالانس خط تولید، هنرِ همراستا کردن منابع با زمان است. شرکتی که بالانس خط ندارد، مانند ارکستری است که هر نوازنده با ساز خود یک ریتم متفاوت میزند؛ هر چقدر هم نوازندگان (کارگران) ماهر باشند، خروجی نهایی فقط «آلودگی صوتی» و «اتلاف انرژی» خواهد بود.
پیشنهاد: همواره بالانس خط را به عنوان یک فرایند «پویا» در نظر بگیرید؛ چرا که با تغییر مدل محصول یا فرسودگی ماشینآلات، بالانس قبلی از بین میرود و نیاز به بازنگری دارد.
اجرای بالانس خط و ظرفیتسنجی در سه گام
بالانس خط و ظرفیتسنجی در واقع «جراحیِ» خط تولید برای خروج از لختگی و رسیدن به بیشترین توان است.
بیایید این مبحث را به زبان ساده اما کاملاً اجرایی، در سه گام اصلی بررسی کنیم:
گام ۱: زمانسنجی و کارسنجی (اندازهگیری ضربان قلب تولید)
قبل از هر کاری، باید بدانیم هر فعالیت دقیقاً چقدر زمان میبرد. اما دقت کنید: اول کارسنجی، بعد زمانسنجی!
- کارسنجی (Motion Study): ابتدا روش انجام کار را اصلاح کنید. حرکات اضافی اپراتور را حذف کنید. اگر قطعات دور از دست او هستند، آنها را نزدیک کنید. (چرا باید زمانی را اندازه بگیریم که صرفِ یک حرکت اشتباه میشود؟)
- زمانسنجی (Time Study): حالا با کرونومتر، زمان انجام فعالیت را چندین بار اندازهگیری کنید.
*زمان مشاهده شده: میانگین زمانهایی که گرفتید.
*ضریب عملکرد (Rating): اگر اپراتور کند کار میکند یا خیلی سریع، یک ضریب (مثلاً ۰.۹ یا ۱.۱) به زمان بدهید.
*الونس یا مجازات (Allowances): زمانی برای خستگی، نیازهای شخصی و تاخیرات ناخواسته اضافه کنید.
- فرمول طلایی: `زمان استاندارد = زمان مشاهده شده × ضریب عملکرد × (۱ + درصد مجازات)`
گام ۲: ظرفیتسنجی (ما واقعاً چقدر توان داریم؟)
حالا که زمان استاندارد هر ایستگاه را دارید، باید ببینید گلوگاه (Bottleneck) کجاست.
1. شناسایی گلوگاه: ایستگاهی که بیشترین زمان استاندارد را دارد، گلوگاه شماست. سرعت کل خط تابعِ این ایستگاه است.
2. محاسبه ظرفیت: فرمول: `ظرفیت در ساعت = ۶۰ دقیقه / زمان ایستگاه گلوگاه`
مثلاً اگر کندترین ایستگاه شما ۲ دقیقه زمان میبرد، ظرفیت شما ۳۰ قطعه در ساعت است؛ حتی اگر بقیه ایستگاهها ۳۰ ثانیهای باشند!
گام ۳: بالانس خط تولید (تقسیم عادلانه کار)
هدف از بالانس این است که همه اپراتورها به یک اندازه مشغول باشند و کسی بیکار منتظر نفر قبلی نماند.
مراحل بالانس کردن:
1. رسم نمودار پیشنیازی: مشخص کنید کدام کارها باید اول انجام شوند.
2. محاسبه زمان سیکل هدف (Takt Time): یعنی هر چند دقیقه یک محصول باید از خط خارج شود تا به تقاضای مشتری برسیم؟
`Takt Time = زمان کل در دسترس / تعداد تقاضای مشتری`3. *تخصیص وظایف: وظایف را طوری بین ایستگاهها پخش کنید که مجموع زمان هر ایستگاه، از Takt Time* بیشتر نشود و تا حد ممکن به هم نزدیک باشند.
--------------------------------------------
یک مثال کاربردی برای درک بهتر:
تصور کنید خط تولیدی با ۳ ایستگاه دارید:- ایستگاه ۱ (برش): ۴۰ ثانیه- ایستگاه ۲ (مونتاژ): ۱۰۰ ثانیه (گلوگاه)- ایستگاه ۳ (بستهبندی): ۳۰ ثانیه
وضعیت فعلی: خط شما هر ۱۰۰ ثانیه یک خروجی دارد. اپراتور ایستگاه ۱ و ۳ مدام بیکار هستند و به ایستگاه ۲ نگاه میکنند!
عملیات بالانس:
شما به عنوان متخصص، بررسی میکنید و میبینید میتوانید بخشی از کارهای ایستگاه ۲ (مثلاً بستن چند پیچ ساده) را به ایستگاه ۱ یا ۳ منتقل کنید.
- بعد از بالانس:
ایستگاه ۱: ۶۰ ثانیه ایستگاه ۲: ۶۰ ثانیه
ایستگاه ۳: ۵۰ ثانیه
*نتیجه: حالا خط شما هر ۶۰ ثانیه یک خروجی میدهد. ظرفیت شما تقریباً ۶۶٪ افزایش یافت، بدون اینکه دستگاه جدیدی بخرید!
---
خلاصه مدیریتی برای شما:
- زمانسنجی به ما میگوید «کجا هستیم».
- ظرفیتسنجی به ما میگوید «چه کار میتوانیم بکنیم».
- بالانس خط به ما میگوید «چگونه به بهترین شکل انجامش دهیم».
در آموزش ذیل، بصورت کامل اهمیت و راز مخفی و ارتباط بالانس کردن با ارزیابی کار و زمان را توضیح داده ام.
جهت دیدن آموزش کلیک کنید.
-----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
برای حرفه ای شدن و انجام پروژههای (ارزیابی کار و زمان) می توانید از تیم مشاوره این سایت کمک و بهره مند شوید.
مرتضی بهمنی خالق کتاب مدیریت تولید به شیوه تویوتا
مدیر تولید در سال های 91 الی 97 در شرکت IDC Group
پژوهشگر و مشاور سازمانهای صنعتی از سال 97 تاکنون
مدرس دانشگاه و مدرس شرکت های نفت و گاز و پتروشیمی و فولاد
برای حرفه ای و متخصص شدن در صنعت تولید (برنامه ریزی - کنترل تولید - مدیریت تولید) |
این مقاله بخشی از آموزش مدیریت تولید به شیوه تویوتا و کتاب بنده بوده است.
انتشار مطلب با ذکر نام سایت و آدرس سایت www.Bahmaniie.ir بلامانع است.
دیدگاههای بازدیدکنندگان
عالی بود
1496 روز پیش ارسال پاسخسلام.انواع الونس چرا دوبار عنوان شده و متفاوت هست؟
1417 روز پیش ارسال پاسخسلام.
1413 روز پیش ارسال پاسخدر خصوص انواع الونس
چون با بیان دیگری توضیح داده شده بود. مجددا چک کنید درست شد.
عالی واقعا مرسی
1395 روز پیش ارسال پاسختوضیحات خیلی واضح و ریز نبود بلکه موضوعات خیلی کلی تعریف شده است.
1335 روز پیش ارسال پاسخسلام جسارتا در مورد شغل هایی که مدام فعالیت هایشن در حال تغییر است مثلا دفتر فنی هر روز موضاعت مختلف جهت بررسی فنی به ان ها ارجاع میشه
725 روز پیش ارسال پاسخآیا در رابطه با این مشاغل نیز می توان ارزیابی کار و زمان انجام داد یا اینکه اصلا درست هست که این ارزیابی انجام بشه؟
سلام وقت بخیر
724 روز پیش ارسال پاسخنه نیازی نیست و معمولا برای این شغل ها سیستم ارزیابی زمان سنجی استفاده نمیشه چون پروژه ای است! و تنوع گزارشات در حال تغییر است.
معمولا 90% شرکت های پروژه ای اینکارو انجام نمیدن و اون 10% هم از سیستم ارزیابی عملکرد طبق دستورالعمل های شرکت استفاده میشه. که تهیه و تدوین یک سری کارها و گزارشات است.
موفق باشید سوالی بود به تلگرام بنده پیام بدید
09384963377
سلام وقت بخیر. دستگاه پرس در حال تولید بصورت اتومات میباشد و اپراتور فقط تعویض رول فلزی و چیدمان قطعات تولید شده را انجام میدهد ایا الونس باید لحاظ کرد. اگر لحاظ کنیم عملا سرعت تولید کاهش میابددر واقع داریم به دستگاه الونس میدیم
617 روز پیش ارسال پاسخباسلام
614 روز پیش ارسال پاسخبله حتما باید الونس در نظر گرفته شود.
با سلام ببخشید یه سوال بچه های مدریت صنعتی هم این درس رو دارن آیا کارایی داره براشون در تولید
492 روز پیش ارسال پاسخباسلام.
491 روز پیش ارسال پاسخدر دانشگاه این درس بصورت تئوری تدریس میشه و شیوه پیاده سازی آن در صنعت خیلی پیچیده است و نیاز به دانش تجربی و اطلاعات بیشتر است.
در کل درس جذاب و کاربردی است اگر خوب مطالعه شود.
باتشکر